
Introduction
The objective of sanitation is to clean to a microbiological level that removes pathogens and allergens to undetectable levels, and to reduce the microbial load to at least 6 Log 10 cycles (or 99.9999%).
By having a hygienic design program embrace zones 1-4, it encompasses the entire manufacturing asset. In part 1 of this blog, the focus will be on zones 1 & 2 while the forthcoming part 2 will focus on environmental hygienic design principles and challenges for zones 3 & 4.
Sanitation requirements for QA and Food Safety include 4 factors: Equipment Design and Infrastructure Design (Environmental), GMPs, and Product Formulations.

Figure 1: The Entire Manufacturing Asset
What is Hygienic (Sanitary) Design?
The utilization of design principles/techniques that optimize efficient sanitation in an effective and time saving manner for all zones (entire food manufacturing asset). Simply stated, “If you can’t see it, and you can’t reach it, you can’t clean it or swab it!”.
Hygienic design is truly justified as a critical component to maximize a food/beverage plant’s life cycle. If a plant was constructed today, a 20-year life cycle is minimally anticipated. This projected plant will produce over 1-2 billion meals, expend 25,000-30,000 man-hours to clean, and create 10-18 million gallons of effluent wastewater that must be treated. Consequently, whether a new plant was built or an existing plant renovated, the improvements or mistakes that are made in both equipment and plant hygienic design will make a huge impact upon the plant’s efficiencies and competitiveness in the marketplace.
In respect to redesign/renovation, the sanitation and preventative maintenance program efficiencies that are implemented will be critical to the plant’s future success and viability. This scenario has occurred in many startup operations due to their small scale and entrepreneurial nature, resulting in compromises in materials with numerous flaws. Additionally, the processing flows are not ideal for HACCP principles to be easily controlled and monitored, resulting in equipment and process design flaws becoming a major impediment in scale up and poundage to achieve marketing demands.
This also applies to a new plant’s equipment and infrastructure where short cuts, due to budgetary constraints, are implemented that can compromise efficient and proactive hygienic designs. I have seen this happen time and again with sanitation infrastructure including washrooms, utilities, drains, ventilation, and wastewater treatment systems.
Continuous improvement is a mantra for hygienic design in all zones. There must be an on-going design assessment/evaluation using a HACCP-GFSI-FSMA team approach. Food or beverage plants, even with the best designs, perpetually evolve and are dynamic. Utilizing checklists on hygienic design issues quarterly are necessary to identify, modify, and correct risk assessments to determine if the improvements have reduced the risks in the HACCP plan and GFSI or FSMA components.
Once a piece of equipment or key environmental zones have been improved in terms of cleanable surfaces and accessibility, there must be a mechanism in place to continually improve design opportunities.
Principles of Hygienic-Sanitary Design: The Critical 7 Components
These principles are germane to all product zones with differing degrees of risk assessment related to the zone, ingredient and product matrices, and the processing modes for either raw or RTE products.
Cleanable
Surfaces for all zones must be constructed and made of cleanable materials to prevent HACCP hazard categories (Physical, Chemical & Biological). A risk assessment defining what is required in a “Cleanable Break” should support the decision. In all scenarios, microbiological mitigation of pathogens, spoilage microbes, and allergens for chemical hazards are still mandated.
For RTE high-risk food products (produce, cheeses & cooked meats), the hygienic standard for all post-kill treatments becomes very stringent. The SSOP for a respective piece of equipment or environmental component (drain or HVAC unit) must be constructed and accessible, as well as simple and user friendly, for cleaning.
The same applies to conveyor belts, drives, sprockets, and frame design to foster cleanability. If sanitation staff can’t access these components, microbial and allergen hazards can persist in the process.

Separation
This is germane to specific equipment, and adjacent to zone 3 or 4 areas, as well as the production flow. There must be sufficient separation or space between receiving, raw storage areas, raw processing, and post lethality zones in a plant. If these areas intersect, there is a serious probability for cross-contamination/cross-contact.
On a specific equipment unit, there must be sufficient separation between zones 1 & 2 from 3 & 4. HVAC systems or CIP systems of sanitation must prevent or minimize cross-contamination. Recommended minimum clearances under equipment range from 8” (< 36” width) to 24” for an equipment unit (> 7’ width). Clearance requirements above equipment range from 2’ up to 2.5’. It is also important to have a minimum separation zone around equipment of 3’ to ideally 5’ to promote efficiency.
Compatibility
Whether it is a metal or elastomer surface, the material must be inert, non-porous & non-absorbent in nature. It also must be 100% compatible with the cleaning and sanitizers utilized in the SSOP.
While food grade aluminum alloys are permitted, careful consideration must be taken with the selection of sanitation chemistries. For example, a robust chlorinated caustic cleaner should not be utilized on aluminum, galvanized, or copper. Metals for zones 1 & 2 should not be constructed of zinc, lead, or antimony. Brass and soft iron can be used for zones 1 & 2 but require prudent training to utilize compatible cleaning chemistries.
Any coatings on a metal surface must be carefully considered when selecting cleaners and sanitizers. Zone 1 & 2 surfaces must NOT UTILIZE caulking, tape, or painted surfaces. All elastomers used for O rings, conveyor belts, and gaskets must be carefully selected and compatible with the sanitation chemistries. Additionally, scraper blades commonly used in kettles are usually constructed of hard plastic which and can be a critical source of physical hazards. A frequent preventative maintenance of these plastic components is needed to minimize the potential for this hazard.

Smooth & Accessible
Surfaces must be free of corrosion, pits, cracks, indentations, gaps, lap seams, threads, rivets and dead ends. These niches are problematic in removing and reducing all soil and microbial loads.
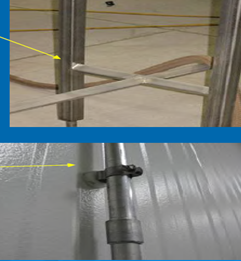
90° right angles for equipment supports or framing accumulate soils and are hard to clean. 45° angles provide smooth accessible surfaces that naturally flow with gravity. Vertical pipes or hoses should be off set walls as well.
Drainability
All zones must be self-draining to prevent pooling/deposits of liquids, which can drip onto cleaned zone 1 & 2 areas. Drainability can be promoted by omitting flat horizontal surfaces, including tanks and other product vessels. The bottom of this equipment should be either concave, sloped, or V- shaped. For zone 3 areas, the production flooring must be properly sloped to drain with no puddling.
Joints & Framework
Equipment and support structure framework that are hollow must be totally sealed with all attachments to framework being non-porous and non-penetrating.
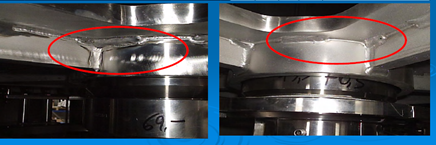
All welds must be sanitary with no indents or void with NO spot welding. Poor welds create numerous niches making sanitation very problematic.
Utilities & Ventilation
Based on product risk assessment, proper ventilation of filtered air (dependent on the risk level) is required to reduce the relative humidity and prevent air borne microbial contaminants. This can create microbial mats or biofilms on air handling equipment, allowing the spread, and be a source of cross-contamination throughout the process.
Ambient air should be passed through a MERV 8-12 filter. Compressed air must have appropriate filtration at the intake air compressor and satellite drops, including autonomous filtering modules. Additionally, Modified Atmosphere Air used with packaging various RTE products must also have controlled air filtration.
Aseptic packaging units, like Tetra Pak, must employ HEPA air filtration systems. All ventilation systems, including washroom exhaust units, must account for thermodynamic factors to control condensate.
Electrical control panels and equipment PLC boxes must utilize a waterproof design if they are adjacent to Zone 1 & 2 areas.
In part 2 of this blog, specific issues of poor and improper hygienic design in zones 1-4 will be examined, including the necessary corrective actions to get these design flaws to an acceptable level.


